
With the relentless innovation in high-tech manufacturing techniques, application of hard material impellers has spread increasingly to very advanced industries such as aerospace and energy equipment, requiring greater precision, resistance to wear, and stability in impellers. However, these materials typically face a list of obstacles when machining with traditional methods because of their high hardness, high-temperature strength, and low thermal conductivity. In addressing such issues, laser-assisted machining has emerged as a composite processing method combining laser heating and mechanical cutting and exhibits significant superiority in hard impeller material machining.
Introduction
Because the need for high-performance impellers in the manufacturing industry continued to grow, especially in aero-engines, gas turbines, and other fields, the adoption of hard material impellers—such as titanium alloys, nickel-based superalloys, and ceramic matrix composites—has gradually increased. These materials are used widely across fields due to their excellent high-temperature strength, corrosion resistance, and fatigue endurance. However, due to their high hardness, heat resistance, and low heat conduction, they create difficulties in traditional machining, such as rapid tool wear, poor control over the quality of the surface, and low efficiency in machining. Therefore, discovery of a novel machining process is particularly important.
Laser machining technology, which is a composite method combining local laser preheating with traditional mechanical cutting, is an ideal solution to this issue. Laser machining technology not only improves the machining efficiency and surface quality of hard materials but also prolongs tool life and has excellent machining potential for complex-shaped impellers. The advantages of laser-assisted machining in processing hard impeller materials are studied in the paper and its engineering application value in enhancing process performance is elaborated.
Overview of Laser-Assisted Machining Principles
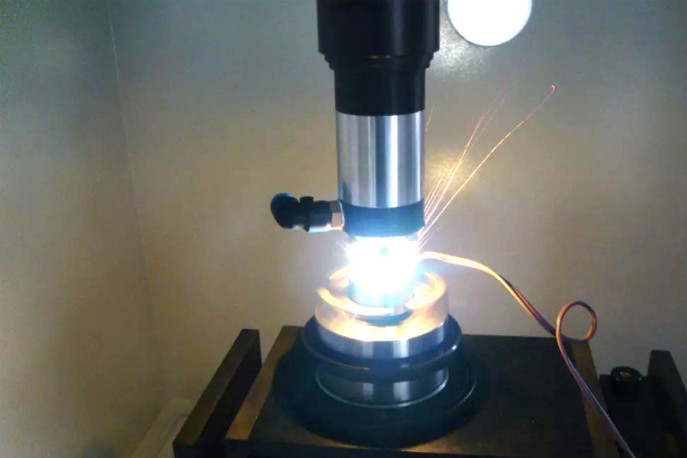
Laser-assisted machining heat workpieces locally with high-energy laser beams, increasing temperature in the cutting zone to reduce local strength and hardness and improve machinability. More specifically, the laser beam typically moves synchronously with the tool feed path to form a thermo-mechanical composite action zone. Laser heating plays a role mainly in the following aspects:
- Reducing local cutting force: The work material is softened by laser heating, reducing resistance to plastic deformation and thus cutting force.
- Inhibiting tool wear: By sharing cutting heat, the thermal load on the tool is reduced, extending tool life.
- Improving surface quality: Laser preheating reduces micro-cracks and burrs developed by cutting to a great extent, enhancing surface quality.
- Increasing machining efficiency: Laser heating allows higher cutting speeds and feed rates, reducing unit machining time and improving overall efficiency.
Typical Scenarios for Hard Impeller Materials
Laser machining technology is particularly suitable for certain typical hard impeller materials, which are extremely hard and heat-resistant, thereby rendering conventional machining difficult and causing heavy tool wear. These typical applicable materials are listed below:
| Material Type | Application Field | Machining Difficulties |
| Nickel-based superalloy (e.g., Inconel) | Aero-engines, gas turbines | High strength, high hardness, low thermal conductivity, prone to tool wear |
| Titanium alloy (e.g., Ti6Al4V) | Turbochargers, flight control systems | Low elastic modulus, unstable thermal cutting |
| Silicon-based ceramic composites | Chemical pumps, high-temperature turbine impellers | Extremely high hardness, unprocessable by traditional tools |
Laser preheating in laser-assisted machining of these materials decreases thermal hardening and plastic resistance significantly, eliminating the issues of high tool wear and hard surface roughness control in traditional machining.
Analysis of Key Advantages of Laser-Assisted Machining
As an important auxiliary method of high-performance cutting of hard-to-cut materials during the last ten years, laser-assisted machining (LAM) has been widely used in efficient production of superalloys and ceramic matrix composites due to its local high-temperature softening and relief of cutting load mechanisms. It has the following key advantages in five-axis machining of complex thin-walled products like impellers:
Effectively Reducing Cutting Force and Temperature
LAM heat-treats the workpiece cutting zone locally, relaxing the material before tool cutting and thus inducing significant reduction in cutting force and temperature. While machining high-temperature superalloys like Inconel 718, traditional machining can face high cutting resistance and heat buildup due to high hardness and low thermal conductivity, leading to hard-to-machine and severe tool wear. Local controlled temperature in cutting zone at 600°C to 900°C is achievable by LAM with control of laser power, focal position, and scanning velocity, exhibiting a notable reduction in material yield strength and lowering cutting force by 30% to 50%. Local softening avoids annealing deformation of the material due to global heat treatment, enhances maximum utilization of the tool, and improves cutting stability, providing a new approach for machining high-strength materials efficiently.
Significantly Extending Tool Life
In machining of hard-to-machine materials such as superalloys and ceramic matrix composites on five-axis machining centers, tool life becomes a key parameter constraining machining quality and efficiency. Tools undergo severe friction and thermal shock for long periods in traditional machining, being prone to edge chipping, flank wear, or even welding of the material. LAM generates a thermal front zone before cutting, reducing the reaction force of materials on the tool and the temperature gradient between the tool and material, greatly alleviating thermal fatigue stress. This benefit in thermal control can be observed more obviously when cutting narrow blade roots or high-curvature areas of impellers. Experiments have proven that under the same cutting conditions, LAM can extend the tool life by 2 to 5 times, significantly reducing tool replacement time and cost, and providing more stable technical support for mass batch production.
Enhancing Surface Quality and Machining Precision
The quality of the surface of complex parts like impellers has a direct bearing on their hydrodynamic performance and service life. Traditional machining of thin-walled blades or complex curved areas is prone to surface flaws in the form of burrs, micro-cracks, and waviness due to fluctuating cutting forces or tool runout. LAM has distinct advantages in this respect: laser preheating reduces deformation resistance in the cutting region, stabilizes the cutting process, chip formation steady, and tool force more stable, hence significantly reducing surface flaws. Studies show that by taking the help of lasers, surface roughness Ra of workpiece can be reduced from 0.8 μm under conventional machining to 0.3–0.4 μm. Additionally, improved control of heat input and residual stress reduction significantly increase impeller pieces’ geometric accuracy and service stability, particularly significant in the production of aviation and energy industrial high-reliability parts.
Supporting High Efficiency and Automation Integration
As high-quality production requires more adaptability and wit, LAM’s ability to integrate systems is now its core advantage. Current LAM technology can be fully integrated with five-axis CNC systems to achieve synchronous cooperation between thermal processing and mechanical cutting through coordinated control of laser emission and tool paths. Laser preheating can be dynamically regulated by path curvature, feed rate, and more with a steady temperature field at an optimal position in front of the tool for integrated machining. In real processing of complex impeller parts, the laser head and the spindle clamping mechanism work in concert to complete heating and cutting in the same clamping, avoiding middle position errors and equipment switching time consumption. With smart path algorithms in CAM software, LAM can be used to simulate and optimize laser heating regions, which improves machining cycles and reduces overall processing time significantly. Besides improving machining efficiency, this feature offers a process foundation for intelligent manufacturing of multi-variety and small-batch products.
Analysis of Typical Application Cases
An aerospace industry manufacturing firm was facing normal renewal of tools and long machining cycles while machining Inconel 625 turbine impellers using traditional mechanical cutting. Synchronous preheating with a 1 kW fiber laser was performed using CBN tools for rough/finish machining subsequent to executing LAM. Process comparison data were as follows:
| Indicator | Traditional Machining | Laser-Assisted Machining |
| Cutting Speed | 30 m/min | 60 m/min |
| Tool Life | 8 pieces/tool | 26 pieces/tool |
| Surface Roughness Ra | 0.85 μm | 0.38 μm |
| Machining Cycle | 5 hours/piece | 3 hours/piece |
The results show that LAM significantly improves production efficiency, reduces costs, and increases impeller yield.
Conclusion
Laser-assisted machining technology provides a stable method for high-precision and high-efficiency machining of hard impeller materials. With the development of laser technology and deeper process optimization, LAM will have more potential in gas turbines, industrial energy equipment, and aero-engines. In the future, through further digital simulation innovation, process integration, and intelligent equipment, laser-assisted machining technology will contribute more to the production of hard impeller materials.


