

Over the course of my experience in the CNC machining industry, a question that is commonly asked of me by customers is, “How do the costs of CNC machining get determined?” This is an important question because having the cost structure will benefit you greatly in project budgeting and decision-making.
The expenses incurred in CNC machining are derived from multiple factors including material cost, machine time, labor rate, part complexity, and overhead expenses. All these contribute their share to the final cost, and it is liable for the economic feasibility of the production process.
Have you ever wondered how much it costs to make a part using CNC machining? Do you want to know the factors that influence the hourly CNC machining cost? In this blog post, we will delve into the realm of cost estimation for CNC machining and provide you with expert advice on how to properly calculate the hourly rate.
What is CNC Machining?
CNC machining, which stands for Computer Numerical Control, is a technology through which machine tool machining can be automated using computer programs. CNC machining is widely applied in the manufacture of machinery, aerospace, automotive, and electronics. Its nature is to convert design drawings into digital commands (G-codes), with the computer determining the trajectory of movement, speed, and tool selection of the machine tool, thus achieving high-precision and high-efficiency machining of parts. The cost of different machining operations varies in CNC machining. The cost of a CNC machining operation is determined by many factors together. Cost is one of the most important considerations in the majority of project plans. That is why we recommend that all people learn about the various determinants of CNC machining and how they affect costs.
Key Factors Affecting CNC Machining Costs
CNC machining is being used widely in various industries due to the high-precision nature of the process. However, compared to other manufacturing processes such as injection molding, die casting, and stamping, CNC machining services can also be expensive. The main factors in deciding the cost of CNC-machined parts are as outlined below:
Design Costs
Design costs related to actual machining. They mainly account for the costs involved in the CAD (engineering drawing and structural design), CAE (optimization analysis), and CAM (manufacturing programming) processes. The cost incurred by CAD and CAE can or cannot be passed on to the part cost, depending on the cooperation strategy between the two groups. In the meantime, the cost of design is fixed. If the number is greater, the cost of the design for each part will be smaller.
Material Costs
The material costs of producing parts are among the most essential elements of part costs. Material costs consist of the cost of raw materials, the quantity of materials consumed, and the material processing time.
Raw Material Costs: Different raw materials are priced differently in the market, and prices are different in different regions of markets too. When raw materials for components are chosen, suitable material must be used for the parts function and application purpose, as opposed to using high-cost material beyond the necessary level of performance. For example, among different stainless steels, 316 stainless steel costs far more than 304 stainless steel.
Amount of Materials Used: During designing the part structure and the manufacturing process, the amount of material used should be minimal. If at all possible, a complex part can be broken up into two relatively simple parts, which are manufactured and joined subsequently (this could use more material and processing time).
Material Processing Time: The cost of a part is directly proportional to its processing time. Material processing time is associated with the machinability of materials. Materials with low machinability are more time-consuming to machine and will also consume more resources, e.g., cutting fluid, electricity, and cut tools. (For example, softer materials like aluminum alloy are easier to cut, thus less processing time; while harder materials like stainless steel require more expensive processing tools and are more likely to damage and wear out the tools, thus more expensive part processing costs.)
Production Quantity
The larger the batch, the lower: As the quantity of parts increases, the unit cost of producing a batch of identical parts will decrease. This relative reduction in cost is because the costs of repeated production preparation are eliminated. The preparation costs such as CAD design, CAM preparation, and machine setup are incurred only once for the same set of parts to be manufactured. From data in our instant quotation system, you can observe how the relationship between the number of parts and the unit cost has the following table. The material used to produce the sample part is aluminum alloy EN AW-6061 / 3.3211 / Al-Mg1SiCu.
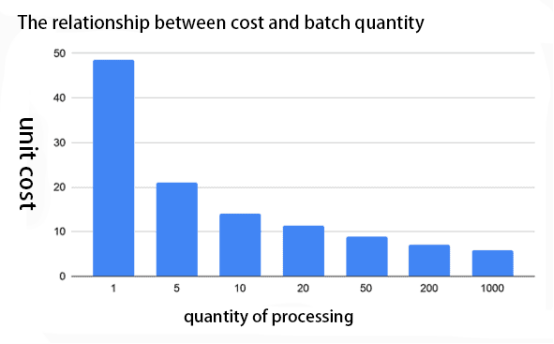
The above table confirms that the cost of one part is directly related to the quantity of parts manufactured. The batch price of 1,000 units is approximately 88% lower than a single-part price.
Labor Costs
CNC machining requires qualified technicians to program, operate, and inspect quality. Labor costs vary depending on the region and technical level. In regions with high labor costs, machining cost will also be higher accordingly. Furthermore, complex parts require longer programming and debugging time, increasing the cost of labor even more.
Special Requirements
Requirements of tolerance and requirements of surface roughness need to be established prior to machining parts machined CNC. Increased tolerance requirements will increase the difficulty in machining and also the scrap rate, which in turn will mean increased costs. Increased requirements for surface roughness will make it impossible for CNC milling machines to achieve the required results, and grinding machines or even other than milling processes have to be used, which adds processes and, of course, increases costs.
After CNC machining of the parts, certain post-processing may be required, e.g., heat treatment, surface treatment, etc., for improving the function, performance, and appearance of the parts. Post-processing will incur cost on the parts to some degree.
For surface treatment, another important cost-driving factor is application of different surface treatment requirements to different sections of the part. For example, local electroplating, local anodizing, two-color prototype anodizing, one region anodizing and another region electroplating. Therefore, in order to reduce costs, surface treatment requirements for the entire part should be made as uniform as possible if not necessitated.
Calculation of CNC Punching Machining Costs
1.The CNC punching machining cost per hour is approximately 34.29 dollars/hour. It is billed based on the machined component perimeter. The outer contour trimming machining charge is approximately 0.000314 dollars/mm, and the hole processing charge is approximately 0.0043 dollars per hole. For holes of the mesh, roughly 0.0021 dollars per hole (in case the circumference width is bigger than the location of the hole, it computes according to the circumscription shape, for special shapes, it calculates according to the actual number of assembling times of the tool).
2.Usable processing plate thickness range: For carbon steel, aluminum plate, and copper plate, the thickness is 0.5≤T≤2.5, and for stainless steel plates, the thickness is 0.5≤T≤1.2.
3.If all the stainless steel plates and carbon steel/aluminum/copper plates of 2.5 thickness are processed in the CNC machine, then the coefficient of 1.5 must be multiplied.
4.Our fee has the deburring expense covered, but for chamfering and rounding of edges, additional fees must be paid based on the grinding cost.
Basic Prices for Processing Man-Hours of Different Work Types
| Serial Number | Work Type | Basic Price (Dollar) |
| 1 | Turning | Approximately 2.86 – 5.71 |
| 2 | Grinding | Approximately 3.57 – 6.43 |
| 3 | Milling | Approximately 3.57 – 6.43 |
| 4 | Drilling | Approximately 2.14 – 5 |
| 5 | Planing | Approximately 2.14 – 5 |
| 6 | Wire Cutting | Approximately 0.43 – 0.57 per 900 square millimeters |
| 7 | Electrical Discharge Machining | Approximately 1.43 – 5.71 (For single parts, it is generally approximately 7.14 dollars per part if less than 1 hour) |
| 8 | CNC | 2 – 4 times more expensive than ordinary |
| 9 | Engraving | Generally for single parts, approximately 7.14 – 71.43 dollars per part. Of course, it still depends on the specific product for the specific price. |
Basic Prices for Processing Man-Hours of Equipment
| Serial Number | Equipment Name | Model | Processing Range | Processing Cost (Dollar/Hour) |
| 1 | Lathe | C616 | Φ320×750~1000 | Approximately 1.57 |
| 2 | Lathe | C6140 | Φ400×1000~2000 | Approximately 1.86 |
| 3 | Lathe | J1-MAZAK | Φ460×1000~2000 | Approximately 2.14 |
| 4 | Lathe | C6150 | Φ460×1000~2000 | Approximately 2.14 |
| 5 | Lathe | C630 | Φ630×1000~2000 | Approximately 3 |
| 6 | Lathe | C650 | Φ800×1500~5000 | Approximately 4.29 |
| 7 | Vertical Lathe | C5116A | Φ1600 | Approximately 4 |
| 8 | Radial Drilling Machine | Z3050 | Φ50~Φ63 | Approximately 2.29 |
| 9 | Radial Drilling Machine | Z3080 | Φ80 | Approximately 2.86 |
| 10 | Vertical Drilling Machine | Z5140A | Φ32~Φ40 | Approximately 1.71 |
| 11 | Horizontal Boring Machine | T68 | 1000×1000 | Approximately 3.71 |
| 12 | Horizontal Boring Machine | T611 | 1000×1000 | Approximately 4.29 |
| 13 | Vertical Boring Machine | T4163 | 630×1100 | Approximately 8 |
| 14 | Horizontal Boring Machine | T6111A | 1200×1200 | Approximately 5.14 |
| 15 | Universal Cylindrical Grinding Machine | M1420 | Φ125~220×350~1000 | Approximately 2.14 |
| 16 | Universal Cylindrical Grinding Machine | M1432A M9025 | ×500~1000 | Approximately 2.71 |
| 17 | Universal Cylindrical Grinding Machine | M1432B | Φ315~320×1500~3000 | Approximately 3.71 |
| 18 | Universal Cylindrical Grinding Machine | M1331A | Φ315~320×1500~3000 | Approximately 3.71 |
| 19 | Universal Cylindrical Grinding Machine | M1450 | Φ500×1500~2000 | Approximately 4 |
| 20 | Precision Universal Cylindrical Grinding Machine | MG1432 | Φ320×1000~2000 | Approximately 4.57 |
| 21 | Internal Grinding Machine | MG1432 | Φ12~Φ100×130 | Approximately 1.86 |
| 22 | Surface Grinding Machine | M7120 | 200×630~650 | Approximately 2.29 |
| 23 | Surface Grinding Machine | M7130 | 300×1000 | Approximately 3 |
| 24 | Surface Grinding Machine | M7150 | 500×2000 | Approximately 5.71 |
| 25 | Guideway Grinding Machine | M50100 | 1000×6000 | Approximately 4 |
| 26 | Spline Grinding Machine | M8612A | Φ120×1800 | Approximately 4 |
| 27 | Thread Grinding Machine | Y7520W | Φ200×500 | Approximately 2.86 |
| 28 | Gear Grinding Machine | Y4632A | Φ320×6M | Approximately 4.29 |
| 29 | Universal Tool Grinding Machine | M5MC | Φ200×500 | Approximately 1.86 |
| 30 | Universal Tool Grinding Machine | MW6020 | Φ200×500 | Approximately 1.86 |
| 31 | Universal Tool Grinding Machine | M9025 | Φ200×650 | Approximately 2.29 |
| 32 | Universal Tool Grinding Machine | M6025H | Φ250×650 | Approximately 2.29 |
| 33 | Universal Tool Grinding Machine | M6425 | Φ250×650 | Approximately 2.29 |
| 34 | Broach Grinding Machine | M6110D | Φ100×1500~1700 | Approximately 2.29 |
| 35 | Gear Hobbing Machine | YM3150E | Φ500×8M | Approximately 3.14 |
| 36 | Rack Gear Machine | YM5150B | Φ500×8M | Approximately 2.57 |
| 37 | Vertical Milling Machine | X5030A | Φ300×1120 | Approximately 2.29 |
| 38 | Vertical Milling Machine | X52K | Φ320×1250 | Approximately 2.57 |
| 39 | Vertical Milling Machine | XA5032 | Φ320×1250 | Approximately 2.57 |
| 40 | Horizontal Milling Machine | X63W | Φ400×1600 | Approximately 3.43 |
| 41 | Ram-type Milling Machine | XS5646/1 | Φ425×2000 | Approximately 4 |
| 42 | Shaper | B665 | 650×800 | Approximately 2 |
| 43 | Shaper | B650 | 650×800 | Approximately 1.57 |
| 44 | Hydraulic Shaper | BY60100 | 900~1000 | Approximately 2.29 |
| 45 | Hydraulic Shaper | B690 | 900~1000 | Approximately 2.29 |
| 46 | Double Housing Planer | B2016A | 900~1000 | Approximately 4 |
| 47 | Double Housing Planer | B2020A | 2000~6000 | Approximately 7.14 |
| 48 | Slotting Machine | B5032 | 200~320 | Approximately 1.71 |
| 49 | Broaching Machine | L6140 | 40T | Approximately 2.14 |
| 50 | Marking Fitter | – | Φ200×650 | Approximately 2.14 |
| 51 | Assembly Fitter | – | Φ200×650 | Approximately 4.29 |
| 52 | Die Fitter | – | Φ200×650 | Approximately 4.29 |
| 53 | Machining Center | – | Φ200×650 | Approximately 11.43 |
| 54 | Wire Cutting Machine | – | Φ200×650 | Approximately 1.29 |
| 55 | Welding Tool | – | Φ200×650 | Approximately 1 |
The above prices are for reference only, and the actual prices need to be determined according to the actual situation of the workpieces.
KESU’s CNC Machining Cost Services
Accurate cost prediction is the result of experienced expertise and a careful examination of all determinants. Knowing them, you can have a clear image of the field of CNC machining costs and make the correct decisions confidently. Do you need to purchase custom CNC-machined parts? If so, please visit the KESU CNC Machining Service Center. We will provide you with custom CNC-machined parts at a reasonable price.
Conclusion
Understanding how to calculate the hourly CNC machining cost is a goldmine for businesses and individuals looking to optimize their manufacturing operations. Machine efficiency, spindle time, setup time, labor and tooling costs, material costs, and overheads are all determining factors on the final cost. You can make the right decisions and achieve cost-efficient CNC machining for your projects by following the steps in this post and utilizing the additional tips.


