
Superalloy impellers are typically applied in highly corrosive, high-pressure, and high-temperature conditions such as gas turbines and aero-engines to undertake key work loads. During superalloy impeller machining, the superalloy material experiences high hardness and low plasticity, leading to severe friction and hot cutting during processing, resulting in quick wear or even tool premature failure.
In addition, the low thermal conductivity of the superalloy material causes the heat accumulation of cutting in the cutting region to further promote thermal deformation and tool wear. In order to overcome the above challenge, the reasonable selection of high-efficiency cutting fluids can not only effectively control cutting temperature but also decrease the cutting force, lengthen the tool life, enhance the surface quality, and guarantee machining accuracy, thereby promoting product quality.
What is a High-Efficiency Cutting Fluid?
A high-efficiency cutting fluid is a metal machining industrial liquid that possesses superior rust-prevention, cleaning, lubrication, and cooling properties. It is specifically designed for high-precision, high-efficiency, and high-strength cutting applications and is most commonly used in processes involving turning, milling, drilling, and grinding of hard-to-machine materials like titanium alloys, superalloys, and stainless steels.

Challenges in Superalloy Impeller Machining
Superalloy alloys (such as Inconel 718, GH4169, Rene 65, etc.) face tremendous difficulties when machining. For the first time, due to the bad heat conductivity of superalloys, cutting heat is hard to dissipate in time, resulting in serious temperature rise in the cutting zone. Besides aggravating tool wear, it also causes work hardening, resulting in increased cutting force and further accelerating tool wear. Second, high-temperature strength of the superalloys leads to high cutting forces, imposing effects on tool life and stability of machinability. On the other hand, high cutting temperature will easily generate micro-cracks or tool marks on the surface of the workpiece, significantly reducing component reliability and service life. Therefore, efficient cooling and lubrication during machining are needed in order to avoid thermal deformation, slow down wear, and ensure machining precision and surface finish.
Why Choose High-Efficiency Cutting Fluids for Superalloys?
For the unique requirements of superalloy impeller cutting, the choice of cutting fluids is significant. For guaranteeing cutting stability and machining effect, high-efficient cutting fluids should have the following main characteristics:
High Temperatures Create Great Heat Dissipation Pressure
In cutting nickel-based and cobalt-based superalloys, tremendous heat is produced in the process of cutting. These materials have poor thermal conductivity, which prevents the dissipation of heat through the workpiece easily and results in large local temperature rise in the machining zone. If heat cannot be removed in a timely and efficient manner, it will not only lead to burning of the workpiece surface and development of the heat-affected zone but also contribute to low dimensional accuracy and microstructure alterations. Besides, tools used at high temperatures are prone to thermal fatigue, breakage, or even edge chipping. Therefore, using high-efficiency cutting fluids with excellent cooling properties will significantly increase the efficiency of heat dissipation and control machining temperature, which is a critical foundation requirement for guaranteeing superalloy machining stability and quality.
High Material Hardness Increases Cutting Force
Superalloys have high strength, high hardness, and high thermal stability. While these advantages enhance material performance at elevated temperatures, they strongly enhance machinability difficulty. Machining forces related to cutting are much higher than in normal steel or aluminum alloys, subject tools to harsh mechanical loads and make them very prone to wear or breaking. In such cases, high-performance cutting fluids are needed to provide world-class lubrication to reduce the friction coefficient between tool and workpiece, reduce cutting force, and extend tool life and improve surface finish.
Significant Work Hardening Aggravates Tool Wear
Superalloy materials easily form a hardened layer during cutting. Due to cutting force and heat action, the metal at the surface is hardened by strain hardening with greatly increased hardness. This hardened layer not only enhances tool wear but also introduces unstable cutting and surface defects. High-efficiency cutting fluids can reduce the cutting zone temperature, slow down the hardening formation, and the lubricity benefits the tool in cutting more smoothly into the hardened layer, thereby cutting vibration and machining consistency are enhanced.
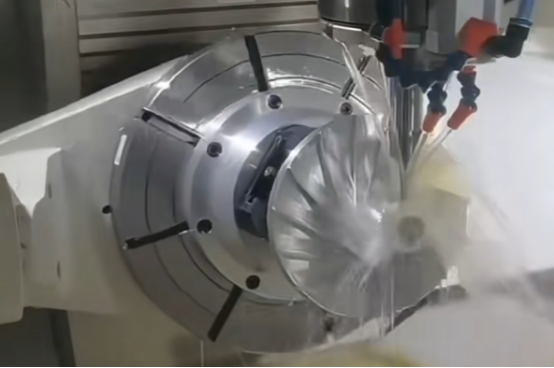
Complex Impeller Structure Poses Higher Cooling and Lubrication Requirements
Superalloy impellers tend to have geometric properties of free-surface geometry, deep cavities, and small clearances, with complex machining paths and high-precision control demands. Localized heat concentration is likely to happen in such advanced geometries and traditional cooling cannot cover the areas fully. Efficient cutting fluids, especially in combination with high-pressure cooling devices or through-tool cooling, are able to penetrate into recesses difficult to reach, effectively dissipate cutting heat and chips, improve the machining stability, and avoid dimensional drift and surface quality deterioration caused by local overheating. They are the key auxiliary factors for high-precision machining of superalloy impellers.
Application Effects of Cutting Fluids in Superalloy Impeller Machining
In superalloy impeller machining, efficient cutting fluids demonstrate excellent application effects, mainly expressed as the following:
Extended Tool Life
Experimental results suggest that by utilizing high-lubrication performance micro-emulsified cutting fluids with extreme pressure additives (such as sulfur-phosphorus compounds), the tool wear rate is reduced by more than 30%, while the tool life can be improved by approximately 40%. This advantage reduces essentially the tool replacement rate, lessens production downtime and disruption, and enhances production efficiency.
Improved Surface Integrity
High-efficiency cutting fluids can reduce tool-workpiece adhesion, inhibit built-up edge formation, and thus greatly reduce surface roughness of the workpiece. Experiments show that the workpiece surface roughness (Ra value) reduces from 0.8 μm to 0.4 μm after applying high-efficiency cutting fluids, significantly enhancing the impeller’s surface quality. At the same time, the cutting fluid effectively inhibits the formation of surface micro-cracks and thermal fatigue marks, enhancing the reliability and service life of the impeller.
Enhanced Machining Efficiency
Together with the assistance of high-efficiency cutting fluids, cutting lubrication and cooling are significantly improved, not only reducing tool wear but also regulating machining temperature effectively. In machining, feed rate and cutting speed can be improved and the machining cycle can be reduced. The experiments show that after using high-efficiency cutting fluids, unit machining efficiency is increased by 15%–20%, and more obvious effects appear in five-axis linkage continuous machining conditions.
Improved Thermal Deformation and Dimensional Stability
The constant cooling effect of high-efficiency cutting fluids can suppress workpiece thermal expansion significantly. Especially for machining large-diameter impellers, dimensional consistency is nicely ensured. The cooling effect ensures geometric precision of key parts (e.g., center holes and flow passages) within ±0.01 mm, thereby improving machining stability and accuracy.
Application Case Analysis
Aero-manufacturing sector replaced traditional low-efficiency soap-based cutting fluids with high-performance micro-emulsions (nano-lubricant-containing) in five-axis finish machining of GH4169 turbine impellers, and tested with a high-pressure cooling setup. The test results are presented below:
| Project | Before Optimization | After Optimization |
| Tool Life (minutes) | 45 | 65 |
| Surface Roughness Ra (μm) | 0.75 | 0.40 |
| Machining Cycle (minutes/part) | 120 | 95 |
| Scrap Rate | 5.2% | 1.1% |
Experimental outcomes show that high-efficiency cutting fluids have extensive merits in elongating tool life, enhancing workpiece surface quality, reducing machining cycles, and reducing scrap rates, which reflects evident economic advantages in machining impellers of superalloys.
Analysis of Common High-Efficiency Cutting Fluid Types
| Type | Component Characteristics | Main Properties | Applicable Scenarios | Advantages | Precautions |
| Synthetic Coolant | Mineral oil-free, fully chemically synthesized | Strong cooling, good cleaning, no oil mist | High-speed machining, superalloys, precision impeller machining, automated workshops | High heat dissipation efficiency, environmentally friendly, easy to clean | Relatively weak lubrication |
| Semi-Synthetic Coolant | Water-based + partial mineral oil | Balanced cooling and lubrication, good emulsification stability | Semi-finishing, medium-load roughing, multi-material general machining | Balanced performance, strong adaptability, easy maintenance | Insufficient lubrication under extreme loads |
| Emulsion Coolant | Water + mineral oil + emulsifier | Strong lubrication, good anti-friction ability | Heavy-duty roughing, large cutting volume scenarios | Good tool protection, low cost | Prone to delamination at high temperatures, easy to pollute |
| EP Coolant | Containing extreme pressure additives such as sulfur/chlorine/phosphorus | High-temperature wear resistance, anti-welding, forms a protective film | Difficult-to-machine materials (such as Hastelloy), high-pressure roughing | Prevents adhesion and edge chipping, long tool life | Additive corrosion risk, requires environmental protection treatment |
Conclusion
Superalloy impeller machining relies heavily on high-efficiency cutting fluids. They play a crucial role in not only having excellent effects on machining accuracy and efficiency improvement, tool life extension, but also on surface quality improvement and machining stability assurance. By means of scientific matching of cutting fluid kinds, optimization of cutting fluid supply systems, and coordinately controlling the cutting parameters, dual optimization of quality and cost can be achieved in high-end production of impellers. With continued integration of intelligence and green conservation principles, high-efficiency cutting fluids will play an increasingly important role in the evolution of sophisticated material machining, with stronger support for successful superalloy impeller machining.


