
Titanium alloys are extensively applied in aerospace, high-performance pumps/valves, and power machinery due to their higher specific strength, corrosion, and heat resistance. However, titanium alloys possess high machining hardness, low thermal conductivity, as well as impeller complexity (thin blades and large surface curvature variation), making efficient and stable five-axis CNC programming a technical nucleus in impeller manufacturing.
Introduction
In addition to increased performance requirements for high-end manufacturing equipment, titanium alloy impellers have become iconicalritical components due to their low weight, great strength, and excellent heat resistance. However physical properties of titanium alloys (low cutting temperature rise, great cutting temperature rise) combined with structural features of impellers (complex surface geometry, short fillet, extensive overhangs) greatly increase machining difficulty. With traditional three-axis machining, small number of tool postures, frequent tool changes, or serious interference risk often lead to bad machining efficiency and tremendous fluctuation of quality. The widespread application of five-axis simultaneous CNC machines is a solution, yet the master key to unleashing their potential lies in the adoption of scientific programming methods.
In titanium alloy impeller R&D work that I have participated in, I deeply realize that efficient programming is not only machine hardware’s auxiliary technology but also an “intelligent control center” between design and manufacturing. Through rational path planning and parameter configurations, tool life can be significantly extended, cutting heat reduced, and surface quality improved, and ultimately efficient, high-precision, and stable machining of impellers.
Core Influencing Factors of Efficient Five-Axis Programming
For five-axis programming of CNC and actual machining in titanium alloy impellers, five-axis machining strategy rationality has a direct influence on part machining quality and production rate. The influencing factors include three aspects: path planning, cutting parameters, and tool selection, extending not only to geometric precision and material properties but also tool lifetime and machine stability. Thus, optimized optimization for these critical links has a very significant impact on the productivity improvement and lowering machining defects, offering powerful support for precise and efficient impeller production.
Scientific Tool Path Planning
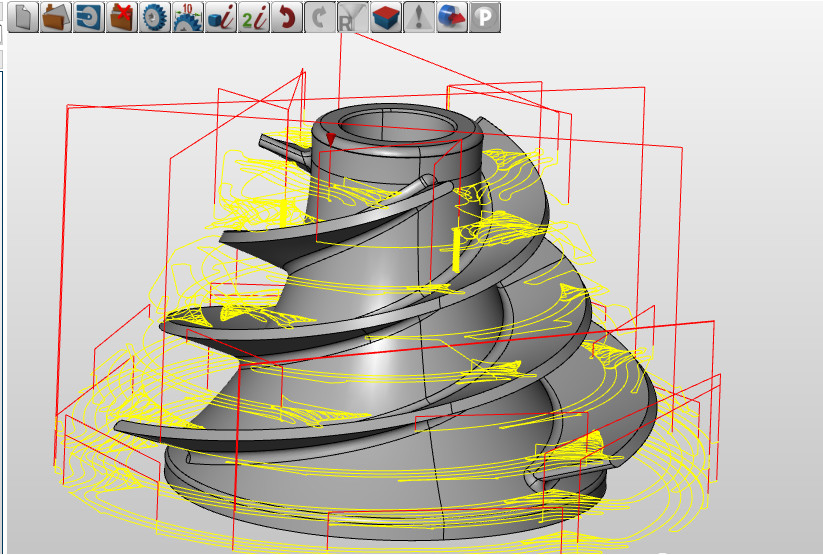
Path planning needs to seek a balance between machining stability and structural accessibility. Variable-axis contour milling and step-equal cutting techniques are supported by us in production practice, dynamically varying the tool axis orientation between 15°–25° side inclination range to cause the tool to cut into the material with the most beneficial angle at every moment. Such a method effectively prevents tool interference and thermal stress risk. Especially in the roughing stage, adopting a flow channel-direction layered slotting process will not only reasonably allocate cutting loads but also provide blade root rigidity, reduce deformation, and improve workpiece dimension accuracy.
Reasonable Matching of Cutting Parameters
Titanium alloys are extremely sensitive to cutting parameters, and thus parameter matching is particularly important. Confirmed by cutting simulation and field trial cutting, the cutting speed during roughing should be controlled at 35–50 m/min and the feed rate at 0.2–0.4 mm/r to achieve optimum cutting efficiency and tool life. During the finishing process, incorporating minor cutting depth (<0.5 mm) + low feed rate (~0.1 mm/r) helps alleviate heat buildup and tool oscillation, improving machining surface quality and geometric accuracy, providing a firm foundation for subsequent balancing and non-destructive testing.
Adaptability of Tool Material and Geometric Structure
In order to address titanium alloy’s severe wear tendency, the selection of tool material and geometric structure must be emphasized. In practice, we have always used coated carbide tools (e.g., Sandvik CoroMill® series) and coated ceramic tools, both of which can effectively prolong service life. Among them, tapered ball-nose tools enhance rigidity by virtue of tapering the design, thus reducing chattering caused by overhang excess, and optimization of coating enhances tool thermal resistance, thus efficiently relieving thermal load and wear during cutting, for stable, high-precision, and efficient machining of titanium alloy impellers.
Typical Five-Axis Programming Strategies for Titanium Alloy Impellers
Five-axis programming techniques in high-performance machining of impellers directly determine the efficiency of part machining, surface texture, and structure integrity. For the titanium alloy impellers, due to their high hardness, high concentrated cutting temperature, and complex shapes, more accurate and highly adjustable tool path and cutting parameter control systems have to be applied. The following introduces general five-axis programming methods and key points of process implementation for titanium alloy impellers in three processes: roughing, finishing, and local refining, and serving as reference and guide for the actual production.
Adaptive Roughing Strategy
Material removal rate and tool life are of prime importance in the stage of high-temperature blank of the titanium alloy. We adopt the Adaptive Clearing strategy, which effectively reduces tool wear and cutting force vibration by real-time modification of tool load and chip thickness in CAM. With incorporation of the strategy in variable-axis paths and flow channel layered slotting, cutting stability and machining efficiency can be significantly improved, with supply of sufficient and uniform machining allowance for subsequent semi-finishing.
Multi-Axis Continuous Finishing Strategy
The finishing stage prioritizes surface quality and geometric precision. By adopting the application of streamline five-axis continuous finishing and side-edge driving methods, tool normal is continually aligned with the blade surface and commutation marks and tool joint lines are kept to the minimum. Contour finishing routes are used at slender blade edges and important areas to ensure surface flatness and finish, reduce blade deformation caused by localized cutting forces, and ensure good conditions for dynamic balancing and non-destructive testing.
Local Strengthening Refinement and Detail Optimization
For stress-concentrated areas such as leading edges of blades, trailing edges, and blade roots, we adopt local strengthening refinement techniques, optimizing the tool forward and side angles of inclination by reducing step pitch and feed rate in order to obtain smoother surfaces with uniform stress distribution. This technique reduces micro-damage and stress concentration resulting from tool vibration and minimizes the chances of crack formation during service while increasing the fatigue life and operating safety of the entire machine.
Implementation Suggestions and Verification Methods for Optimized Paths
To offer scientificity and realizability for the machining path planning of the impeller, practicable optimization techniques should be used on initial path optimization, tool axis control, and manufacturing process monitoring, and supplemented by effective verification means to form an optimization loop.
Strengthen Cutting Simulation and Path Pre-Verification
Before real machining, make the most of the robust CAM programming software like PowerMill and UG NX, coupled with cutting simulation software like Vericut, to perform material removal simulation and machine tool spatial motion verification on resultant tool paths. This operation can identify possible problems like cutting overload, interference points, and trajectory mutations early on, without requiring trial cutting and adjustment costs during actual cutting. For example, in a turbine impeller machining job, I identified unreasonably designed tool entry/exit point by G-code level virtual cutting verification and early modification avoided scraping in trial cutting, resulting in significant improvement of production efficiency and safety.
Enhance Tool Axis Control and Posture Management
Tool posture significantly affects the smoothness and safety of five-axis machining paths. In computerized programming, precise setup of retract points, lead points, and tool axis rotation techniques must be established in order to reduce chattering caused by excessive rotating axis swinging and sudden commutation. After processing turbine impeller inner cavity as an illustration, outer-point rotation mode can be adopted to allow the tool axis to always and uniformly hug interference boundaries, not only reducing cutting impact and vibration but also limiting unexpected loads on the tools and the spindle, with excellent support for realizing the even surface quality.
Implement Process Monitoring and Adaptive Parameter Adjustment
In actual production, monitor parameters such as cutting force, temperature, and vibration according to sensors, and modify cutting parameters (such as feed rate, cutting speed) dynamically according to predictive tool life and load models to offer closed-loop control of the cutting process. This can reduce significantly quality instability due to tool wear, material hard points, etc., and thereby improve batch machining consistency and stability. I applied this strategy in high-volume production of a precision impeller, obtaining some 15% greater machining speed, 10% reduced tool wear, and significantly improved overall qualification rate.
Conclusion
Five-axis programming of titanium alloy impellers is not just the paragon of CNC technology but also the link between product design and advanced manufacturing. With precise path planning, correct parameter setting, and strict simulation proofing, high machining efficiency and product precision and quality stability can be ensured. In real projects with my teammates, scientific programming methods shortened a big TC4 impeller’s machining cycle by 30% and increased its yield rate to over 98%, offering a technical guarantee for repeated repurchasing by high-grade customers.


