
With the complexity of complex impeller designs growing by the day, surface geometric accuracy of their surfaces has become increasingly significant to their fluid performance, aerodynamic efficiency, and operational stability of the complete machine. In key components like aero-engines and gas turbines, surface deviation control of complex curved impellers has become a matter of imperative importance governing component quality and reliability.
Conventional contact measurement technologies suffer from the disadvantages of limited measurement points, low efficiency and bad dealing with free-form surfaces, and thus are unable to supply sufficient inspection information necessary for high-performance impeller inspection. Over the last three years, combined use of multi-point laser inspection platforms with 3D point cloud registration technology introduced new ideas of non-contact, high-density and high-precision surface deviation measurement.
Challenges in Surface Deviation Control of Complex Curved Impellers
New air transportation and power energy systems impose stricter demands on the performance of central engine components, especially on high-speed rotating machines such as compressors and turbines, where complex curved impellers are key design elements to ensure optimum efficiency and structural rigidity. Free-form surface impeller design generates nonlinear large-curvature areas and intricate 3D geometric shapes whose machining precision directly affects the structure of the flow field, fuel efficiency, stability, and even the service life of the entire machine.
But in actual manufacturing, factors such as tool wear, machine tool rigidity variation, and clamping errors easily make the surface of finished impellers deviate from the design model to create micron-level surface deviations, thereby creating flow field disturbances, efficiency loss, or even structural resonance failure. Therefore, there is an urgent need to establish a set of high-precision and efficient detection methods to guarantee real-time control of impeller’s whole-surface quality.
It is difficult to use traditional contact measurement for high-curvature complex surfaces because contact is prone to cause scratches, low efficiency and few measurement points limit its use in present high-precision production lines. In this sense, I think a laser inspection platform with multi-point laser inspection using laser triangulation and point cloud reconstruction and automatic scanning technology and data fusion technology is the technical orientation to overcome the technical challenges of complex impeller surface deviation control.
Measurement Principles and Technical Characteristics of Multi-Point Laser Inspection Platforms
As the geometric intricacy and accuracy requirement of key aviation components such as impellers continue to rise, single-contact measurement methods are not able to match the demand for measurement efficiency and completeness in production processes. So multi-point laser inspection platforms using 3D non-contact measurement technology have come into being, and with their wide range of measurements, high accuracy, and full visual data, they are proving to be valuable tools in the manufacturing and quality inspection processes of impellers. The platform offers effective and high-precision measurement and analysis functions for production lines through automatic scanning and intelligent data processing, enabling enterprises to achieve quality enhancement and productivity improvement.
Measurement Principles and System Composition
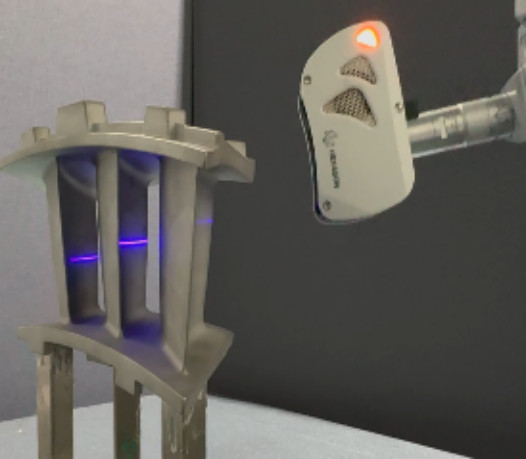
The multi-point laser inspection platform is based on the laser triangulation principle. It projects line laser onto the measured impeller’s surface, and a high-resolution imaging camera captures the position information of the reflective light spots. The 3D coordinates of points are computed according to spatial triangular geometric relationships. An average measurement system contains a laser source, cylindrical objective lens, high-resolution image camera, high-precision angle encoder, and control and data processing modules. Through automatically rotating the position and angle of the probe through a rotating stage or robot arm, omni-directional scanning of all curved surface areas of the impeller is achievable, million-level point cloud data can be obtained, and micron-level measurement accuracy achieved, enabling 3D reconstruction and precision analysis with reliable data.
Technical Advantages
Compared to conventional contact measurement, multi-point laser inspection platforms have the following superior advantages:
- Non-contact measurement: Avoids scratching the blade surface and avoids any components getting damaged while measuring;
- High measurement efficiency: Captures full 3D data in one scan, dramatically reducing the measurement cycle and increasing the production pace;
- High-density sampling: Facilitates precise measurement of difficult curved surface and micro-feature regions, uniting data accuracy and resolution;
- Visual output: Naturally displays surface deviation distribution through error heat maps and chromatograms and allows users to easily spot local deviations;
- Reusable data: Point cloud data may be overlaid on to design models to allow traceability of manufacturing processes and optimization of machining paths, providing a platform for continuous improvement.
In addition, for advanced edge filts’ high-precision measurement requirements, minute-radius features, etc., the inspection platform can use a hybrid measurement approach of line laser and contact probe, which while ensuring full and efficient measurement, improves precision and integrity of local feature measurement, and also constitutes a multi-level measurement system for diverse precision levels, and provides strong support for impeller quality management and manufacturing optimization.
Application Process and Data Processing Specifications
To enhance the efficiency of the multi-point laser inspection platform in actual production, standardized, complete, and reproducible operation processes and data processing requirements need to be established. Apart from improving the accuracy and traceability of measurement data, it also provides a sound basis for subsequent analysis and process optimization. The below describes the routine procedures and specifications needed in three steps: system calibration, automatic scanning, and point cloud processing, to allow manufacturing and inspection quality teams to perform standardized and standardized measurement task operation.
System Calibration and Measurement Preparation
Before measurement, the following preparation work needs to be carried out:
- Perform spatial calibration on the laser platform to ensure that the probe coordinates are consistent with the workpiece coordinates;
- Accurately set the attitude errors of the rotating table and fixture;
- Check system precision with standard parts to rule out interference factors like optical axis drift.
Automatic Scanning and Data Acquisition
During the process of measurement, the laser probe is moved to sweep the impeller with a multi-axis CNC stage or a rotating table to capture real-time 3D point clouds. In order to get high-quality data, I believe that it is necessary to capture angle encoder feedback data synchronously for subsequent point cloud stitching and registration.
Point Cloud Registration and Surface Deviation Analysis
Point cloud data should be synchronized with the design model, and the below two-step process is widely adopted:
- Rough registration: Based on the spatial geometric relationship between the laser probe and the spindle, the point cloud measured is projected onto the referenced coordinate system of the impeller at the initial stage;
- Fine registration: Use normal vector features and iterative closest point algorithms for fine registration to ensure the accuracy of error calculation.
After registration is accomplished, surface deviation (normal deviation) and local contour error are determined using analysis software and generate outputs such as error color maps and deviation statistical reports to determine whether tolerance is exceeded.
Practical Role of Multi-Point Laser Inspection Platforms in Surface Deviation Control
During the manufacturing process of complex curved parts such as aviation impellers, it is crucial to maintain surface deviation accuracy between each curved surface in a bid to improve overall quality. Traditional measurement and trimming methods, however, are prone to challenges such as low measurement efficiency, real-time data feedback, and traceability of poor quality. With the coming of digital and smart manufacturing technology, multi-point laser inspection platforms are becoming important tools for surface deviation control in impeller production due to their advantages of all-around measurement, high efficiency, and traceability of data, and they have an effective role in helping manufacturing enterprises realize the integration of measurement and machining as well as improve the level of quality management.
Constructing a Real-Time Quality Monitoring System
Through the integration of multi-point laser measurement and point cloud analysis technology, high-density 3D data of complex curved parts such as impellers can be obtained during measurement, and error mapping diagrams can directly indicate surface deviation distribution and local out-of-tolerance conditions. These real-time visual feedbacks enable quality engineers to recognize problem areas instantly, especially well-adapted for instances that require full inspection of aero-engine blades, used to facilitate the intuitiveness and accessibility of measurement results. For example, I carried out a multi-blade quality inspection project for an impeller with a composite inspection platform of laser point cloud and contact probe once with automatic measurement and error analysis of 45 sections of five blades completed successfully with efficiency improved more than 6 times over traditional schemes, and measurement consistency and repeatability significantly improved.
Achieving Closed-Loop Control of Measurement and Machining
Through correlating the measurement data with the CNC machine system in real time, a close-loop control loop of “measurement-analysis-correction” can be formed. When the platform decides that the surface deviation of a specific zone is more than the limit, it can automatically start the compensation program, call the pre-established tool path or local trimming strategy for more cutting, reduce batch rework caused by out-of-tolerance, truly improve the production rhythm and first-pass yield, and reduce production cost and delivery risks.
Supporting Full-Process Digital Management of Complex Structural Parts
The multi-point laser measurement platform’s 3D point clouds and error data can be docked directly into digital twin and Product Lifecycle Management (PLM) platforms, such as providing digital quality records for complex components such as impellers. The data not only can be used for design verification, process optimization, and quality traceability but can also serve as authoritative references for after-sales maintenance and remanufacturing. By this integrated management of measurement data and digital models, enterprises can realize a closed loop of data throughout the entire process from design, production, inspection to after-sales, and build a lean, efficient, and traceable smart factory system.
Conclusion
In summary, multi-point laser inspection platforms are a powerful technical support for smart control of surface deviations of complex curved impellers because of their non-contact, high-density sampling, high-accuracy measurement, and automatic integration features. In measuring gas turbine tip clearances, their point cloud fusion and registration algorithms in 3D have attained high-precision clearance extraction successfully; in aero-engine blade quality inspection, composite measurement and data algorithms have also furthered the application depth and scope of the platform.


