
Residual stress is an inevitable physical phenomenon during metal processing, especially in aluminum alloy impellers with complex service conditions and high performance requirements. Residual stress refers to self-balanced state of stress remaining in the material after removal of external loads. Its reasons are process factors such as thermal deformation, uneven phase transformation, and plastic processing.
Due to its low elastic modulus and high thermal conductivity, aluminum alloy is under the comprehensive action of thermal and mechanical stresses in high-speed milling. A systematic research on the formation law and control principle of residual stress in high-speed milling is of great significance to improve the precision of machining and stability in service of complex components, according to the author.
What is Cutting Residual Stress in Impellers?
Reduction of residual stress in aluminum alloy impellers just refers to the “internal stress” or “compressive stress” created in the material during metal cutting of aluminum alloy impellers by a tool.
- Cutting Process: During cutting the surface and interior of the aluminum alloy impeller by a tool, mechanical pressure and heat are imposed and generate local deformation and thermal fluctuation in the material.
- Residual Stress: After cutting, there is a certain amount of “stress” remaining in the material. This stress is not due to external forces but is formed spontaneously during processing and thus is referred to as “residual stress”.
- Influence: Residual stress has the potential to create deformation, cracking, or fatigue problems during the operation of the impeller, affecting its performance and lifespan.
- Control of Cutting Residual Stress: Reasonable selection of processing parameters, cutting tools, and processes can reduce residual stress and improve impeller machining quality and stability.
Briefly, cutting residual stress in aluminum alloy impellers is the “invisible” force inside the material during the process, which affects the shape and performance of the impeller and must be taken into consideration in the process design.
Process Characteristics of High-Speed Milling of Aluminum Alloy Impellers
High-Speed Milling (HSM) typically refers to cutting using a spindle speed above 15,000 rpm, often used for machining heat-sensitive, good thermal conductivity, and high plasticity materials, and especially suitable for efficient machining of complex thin-walled products such as aluminum alloy aviation impellers. While the process has high precision and efficiency, there are some special process difficulties too. When machining an aluminum alloy impeller, its major process characteristics are:
Reduced Cutting Force, Adaptable to Flexible Structure Machining
In the case of high-speed cutting, the time for the tool to contact the workpiece in unit time decreases and the actual cutting edge length is relatively short, which leads to low average cutting force. This performance is particularly valuable for complex free-form surface products like impellers with thin-walled areas and can effectively reduce elastic deformation and system vibration caused by cutting forces and improve contour conformal ability.
Expanded Thermal Influence Zone and Significantly Enhanced Thermal Gradient
Although aluminum alloy has a high thermal conductivity, high-speed cutting is coupled with an instantaneous high energy input and a high linear velocity, leading to a sharp increase in the instantaneous temperature increase in the tool-workpiece contact zone and consequently a high thermal gradient in the machining area. This high-frequency thermal disturbance not only deteriorates the microstructure of the local material but also creates an intricate thermal stress foundation for residual stress generation and distribution.
Improved Surface Quality and Enhanced Dominance of Thermal Stress
High-speed milling has magnificent advantages to improve the control over surface roughness. Small cutting thickness and increased cutting speed allow better surface integrity and suppress surface micro-cracks and work hardening. Meanwhile, the old residual stress model of mechanical stress in traditional low-speed milling is destroyed, and a stress-dominant mechanism with thermal stress being dominant stress develops, putting higher requirements to the next process (such as heat treatment and dynamic balance).
Complex Residual Stress Distribution, Requiring Systematic Control Strategies
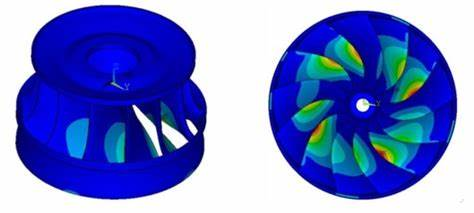
Due to the obvious enhancement of side thermal-mechanical coupling effect, following high-speed milling, residual stress distribution of aluminum alloy impellers shows significant inhomogeneity. Especially in the region of blade root transition, blade backside, and hub connection, inhomogeneous residual tensile stress with gradient distribution is prone to be generated, which is the source of possible fatigue cracks. Therefore, it is necessary to deeply grasp the dynamic thermal-mechanical response law during high-speed cutting through simulation analysis and experimental verification means, optimize tool parameters, cooling methods, and machining paths, and achieve effective control of residual stress.
Formation Mechanism of Residual Stress in Aluminum Alloy Impellers
In high-speed milling of aluminum alloy impellers, residual stress is a complex result of thermal-mechanical coupling and multi-factor interference. Its main sources can be divided into mechanical deformation stress and thermal stress. However, in complex free-form surface parts with multi-axis path overlap and non-uniform structural stiffness, these stress factors have a tendency to couple with each other and display highly nonlinear spatial distribution.
Plastic Response Dominated by Mechanical Deformation Stress
Severe plastic flow of the surface layer material as a result of high-speed impact and tool shearing of the workpiece material during high-speed milling induces a residual stress field governed by compressive stress after cooling and material rebound. This stress is mainly shared in the surface and near-surface areas of the impeller, helping to resist fatigue crack initiation. However, if the cutting force is not well controlled, or the local stiffness of the blade is poor, it is also responsible for incomplete elastic deformation recovery and shape distortion.
Shallow Tensile Stress Induced by Thermal Stress
Aluminum alloy is good in heat conductivity, but in high-speed milling, the material of the surface layer will expand rapidly due to the influence of the instantaneous high temperature, while the inner material temperature rises relatively slowly, resulting in a substantial thermal gradient. Once the cutting heat source is removed, the surface layer material contracts and cools down ahead of time, being constrained by the inner layer material, generally generating tensile stress in the surface layer area. This surface tensile stress is considered to be one of the micro-crack and fatigue failure causes that need to be controlled by improving cooling methods and path planning.
Local Stress Disturbance Caused by Tool Wear and Chatter
Under the circumstance of multi-axis linkage machining, unstable cutting parameters and intricate paths generally result in tool chatter or local jumping, leading to disruption of the stress field. These disturbances exist as the form of local stress concentration, which is added on the original thermal-mechanical stress field, inducing asymmetric stress distribution and high gradient variation, significantly increasing the likelihood of subsequent processing deformation and crack propagation in service.
Complexity of Stress Coupling Caused by Multi-Axis Path Overlap
In traditional five-axis milling, tool movements typically sweep the entire three-dimensional blade shape in the pattern of spiral envelopes, radial scanning, etc., and cause repeated cutting, numerous heat treatments, and superimposition of plastic strain in some areas, generating a directional mixed state of stresses. Due to the low yield strength of aluminum alloy itself, it is not hard to create low-amplitude but accumulative microstructural variations in processing and render it difficult to accurately predict the local residual stress using traditional models.
From the engineering practice perspective, spatial non-uniformity of residual stress not only affects the geometric accuracy and dynamic balance control of the impeller but also may result in the extension of fatigue cracks or stress corrosion problems under high-speed rotation running. Thus, it is needed to establish a systematic residual stress regulation approach from four aspects such as process parameter setting, heat source regulation, path optimization, and tool strategy for achieving controlled manufacturing of the stress state of complex curved surface components.
Analysis of the Influence of Cutting Parameters on Residual Stress
Cutting parameters are important process parameters that affect residual stress distribution. Spindle speed, cutting speed, feed rate, and cutting depth, etc., can be effectively controlled to control the stress field.
| Parameter | Trend Influence | Analysis Description |
| Spindle Speed | ↑ Tensile stress enhancement or compressive stress weakening | High speed enhances the dominance of thermal stress, and compressive stress is prone to transform into tensile stress. |
| Cutting Speed | ↑ Surface tensile stress increase | The thermal softening effect of the tissue is significant, and shallow tensile stress is easy to form. |
| Feed per Tooth | ↑ Compressive stress enhancement | The stress on the material in the processing area is intensified, and plastic deformation increases. |
| Cutting Depth | ↑ Compressive stress layer deepening | Processing disturbance is more in-depth, strengthening the mechanical strain of deep materials. |
| Tool Coating and Shape | Optimization improves compressive stress stability | Coating thermal conductivity affects heat input, and geometric structure determines cutting heat distribution and wear characteristics. |
Reasonable adaptation of cutting parameters is the secret to achieve the “beneficialization” of residual stress. As an example, increasing the feed rate and controlling the cutting depth enables the input of compressive stress on the surface layer and the improvement of fatigue life of components.
Measurement and Modeling Analysis of Residual Stress
Residual stress generation in high-speed milling of complex three-dimensional structures such as aluminum alloy impellers is controlled by spatial inhomogeneity and multi-physical coupling characteristics. Its accurate measurement and effective modeling are significant links to ensure the service reliability of the parts and the controllability of the subsequent processing. Addressing the structural characteristics of thin walls, multi-curvatures, and large local heating, residual stress measurement and analysis methods must reconcile high resolution, non-destructive testing, and data inversion capability.
Mainstream Residual Stress Measurement Methods
- X-ray Diffraction (XRD): Based on diffraction angle shift caused by the change of lattice spacing, this method can accurately measure the residual stress on the surface and near-surface (typically 10~30μm) area. It has high resolution and good reproducibility and is suitable for studying the stress distribution on blade surface. However, with the limitation of penetration depth, it is only available for shallow layer analysis.
- Hole-Drilling Method: Inverse calculation is achieved through the opening of a micro blind hole in the stress field and feeling the release of strains around it. It is suitable for medium-shallow layer stress gradient analysis, with the advantages of flexible operation and strong applicability. Although it slightly damages the workpiece, it is still of great importance in experimental verification and regional stress calibration.
- Digital Image Correlation (DIC) Combined with Inversion Analysis: DIC is a non-contact measurement technology based on surface image tracking. Combined with finite element inversion, it is capable of synchronous analysis of the deformation field and residual stress field. The technology is particularly used to track the evolution of the stress in structural loading or heating up and is an important method to evaluate the thermal-mechanical coupling effect and stress state in complex geometric areas.
Thermal-Mechanical Coupling Finite Element Modeling
To make systematic prediction of residual stress field in high-speed milling conditions, thermal-mechanical coupling finite element method (FEA) is widely utilized. In terms of the material heat conduction, plastic deformation, and mechanical response models, this approach can obtain stress distribution results with high space resolution and complete time evolution by simulating the distribution of the heat source, tool path, mode of cooling, and strain recovery behavior during cutting. General model input parameters are:
- Heat source cutting function (e.g., Gaussian heat source translation);
- Material constitutive relationship (considering the correlation between strain rate and temperature);
- Clamping boundary condition and process path;
- Measured tool wear and thermal contact transfer coefficient.
After coupling and correction using XRD or DIC measurement data, reverse optimization of model parameters can be realized to improve physical reliability and prediction capability of simulation results.
Prospects for Integrated Application in Process Optimization
The author believes that under current high-precision manufacturing environments, it is difficult for a single measurement method to meet the overall evaluation demands of complex stress fields. The combination of high-resolution measurement technology (such as XRD, DIC) and multi-scale finite element simulation is the most effective means to realize digitization and controllability of residual stress. This holistic mode of “measurement-calculation-control” not only can aid the optimization design of machining paths for impellers but also be used in the effect assessment of post-processing treatments (e.g., thermal aging or shot peening), which is a key core component in the intelligent manufacturing system.
Attributes of Residual Stress and Its Influence on Material Performance
As a residual stress field generated in solid materials during processing, heat treatment, assembly, and service, residual stress widely exists in metal structural parts, especially in the aerospace, energy equipment, and high-level manufacturing industries with non-trivial engineering significance. According to its generated mechanism and distribution scope, residual stress is commonly divided into three types:
- First-kind (macro residual stress): Distributed over multiple grains, macroscopically visible, primarily caused by non-homogeneous plastic deformation, temperature gradient, or clamping constraint;
- Second-kind (intergranular residual stress): Restricted to the stress concentration difference between different grains, usually from microstructural reasons such as phase transformation and thermal expansion coefficient discrepancies;
- Third-kind (intragranular residual stress): Distributed within one grain, usually as a microstress field from dislocation arrangements, phase boundary mismatch, etc.
In geometrically complex and structurally sensitive parts such as impellers, residual stress plays a bidirectional, multifunctional engineering function which includes but is not limited to the following aspects:
Positive and Negative Effects on Mechanical Properties
Residual stress directly affects fatigue performance, crack initiation behavior, and strength threshold of parts. Surface compressive stress is generally regarded as a beneficial characteristic, which has an effective suppressive effect on crack initiation and propagation and can promote fatigue life and stress corrosion resistance. Therefore, in the production of aviation compressor blades, surface compressive stress generation through shot peening or laser shock hardening has become a common practice.
Compared with other types of stress, surface tensile stress is prone to inducing micro-cracks, accelerating crack growth under cyclic loading, and reducing the high-cycle fatigue life of components. Especially at areas of strong thermal attack of high-speed milling, such as blade tips, bending parts, or outlet edges, unless inhibited, tensile stress is (extremely easy to) be the root of early failure.
Influence on Geometric Shape and Assembly Accuracy
During production, release of inhomogeneous residual stress generally leads to warpage, twisting, or local dimensional deviation of parts, especially in thin-walled structures, long overhang structures, or large-size impellers. The deformation not only incurs the risk of rework in processing but also brings potential hazards to the fit clearance, coaxiality, and dynamic balance at assembly. Control of stress release must therefore be achieved in the process, such as intermediate heat treatment or process balancing measures.
Influence on Corrosion Resistance and Structural Integrity
If there is residual tensile stress imposed upon a local corrosive environment, it would significantly increase the possibility of stress corrosion cracking (SCC) under service conditions of impellers in marine wind energy, aerospace, or chemical high-salt environments, such types of stress-induced corrosion failures cannot be ignored. While in extremely low-temperature or high-strain-rate conditions, local tensile stress would also result in brittle fracture mechanisms, which cause material toughness problems.
The “Double-Edged Sword” Attribute from an Engineering Perspective
To me, residual stress is not so much a product of the fabrication process but must be regarded as an engineerable intrinsic property. With proper process path planning, sensible regulation of heat sources, and post-treatment controls (e.g., thermal aging, mechanical tensile releasing stress, etc.), the “directed construction” of the residual stress field can be planned, promoting service performance, avoiding its possible dangers.
For example, addressing the sensitivity of the blade root area of the impeller to fatigue, the cutting parameter and tool approach direction of the last few cuts are altered to provide stable compressive stress on the surface, thereby prolonging crack initiation; while in the high thermal deformation susceptibility thin-walled area, tensile stress accumulation needs to be prevented by way of cooling path design and layer unloading ideas.
Conclusion
As a recent high-precision manufacturing technology, high-speed milling has been shown superior in machining high-performance components such as aluminum alloy impellers. However, the complex residual stress distribution caused by it has become a major factor in affecting the service performance of the components. In this paper, this issue is elucidated in depth from the aspects of processing mechanism, parameter influence, measurement modeling, and regulation measures, and suggestions on optimization are put forward. In the future, it can be further explored on multi-physics field integrated modeling and online monitoring technology for smart manufacturing to achieve real-time regulation and quality prediction of residual stress, providing great technical support for high-end equipment manufacturing.


