
Titanium alloys possess extensive applications in the manufacture of aero-engine, sea equipment, and compressor impellers of high performance due to their high specific strength, corrosion resistance, and high-temperature properties.
Titanium alloys also possess ordinary “difficult-to-machine” characteristics such as low thermal conductivity, low elastic modulus, and severe work hardening, which cause rapid heat concentration, excessive cutting force, and severe tool wear during cutting, greatly restricting machining efficiency and part quality. Superhard cutters such as diamond-coated cutters, cubic boron nitride (CBN) cutters, and high-performance nano-coated cemented carbide cutters are effective tools for titanium alloy impeller high-efficiency and high-quality machining relying on their extremely high hardness, excellent anti-adhesion performance, and good thermal stability.
Introduction
Titanium alloys (typically Ti-6Al-4V), owing to their low density, high strength, excellent corrosion resistance, and thermal stability, have found widespread prominence as key structural materials in the aerospace, weapons, and marine equipment industries, especially widely used in high-performance impeller structures. But titanium alloys have only 1/6 of the heat conduction of steel, and their heat accumulation effect makes the temperature in the cutting area increase sharply, enhancing the thermal wear of the tool; while the material’s small elastic modulus is likely to result in machining springback, which influences dimensional accuracy; titanium alloys tend to adhere to tools and generate built-up edges, further reducing the machined surface quality.
Its machining efficiency is low and tool lifespan is brief using conventional cemented carbide tools, and the double requirements of precision and efficiency are difficult to realize in modern high-level production. Therefore, the use of superhard tools with ultra-high hardness, good heat stability, and anti-adhesion is a important technical way for machining titanium alloy impellers. In recent years, with continuous progress in tool material design technology, coating preparation methods, and edge strengthening technology, the machining effects of superhard tools for machining titanium alloys have become increasingly significant with superb industrial value and scientific value.
Difficulties in Titanium Alloy Machining and Tool Requirement Analysis
The general difficult machinability of titanium alloys is chiefly illustrated by the various difficulties presented by their low thermal conductivity, high chemical reactivity, and high strength to tools.
Firstly, low thermal conductivity leads to a concentration of the cutting heat on the rake face, a rapid thermal accumulation of wear and thermal fatigue crack; secondly, their high tendency for adhesion makes chips (very easy) adhere to tools, forming irregular built-up edges, resulting in decreased cutting stability and leading to premature tool edge chipping; thirdly, the high high-temperature reactivity of titanium alloys speeds up oxidation, diffusion, and chemical wear of tool material.
Furthermore, titanium alloy impellers have complex structures, usually including variable cross-sectional flow channels, thin-bladed structures, and other weak structures, which can be easily vibrated and elastically deformed during machining and require tools to have high cutting compliance and shape-position control capability. These characteristics mandate that tools must be extremely high hardness in nature to be wear resistant, with good thermal conductivity to dissipate heat, low friction coefficient to resist adhesion, and high edge stability to ensure machining consistency. Superhard tools are important technical carriers meeting these characteristics.
Types and Performance Comparison of Superhard Tools
Diamond-Coated Tools (PCD/diamond-coated)
Diamond-coated tools have the highest reported hardness (7000–10000 HV) of any coating material, with outstanding wear resistance and low friction in dry cutting and low-load finishing.
They are able to dramatically reduce tool-chip adhesion and improve machined surface quality, rendering them particularly suitable to high-precision machining of internal flow channels and intricate curved surface areas of impellers. Their biggest limitation is poor thermal stability, with possible carbon desorption at high temperatures, and they are not suitable for high-load roughing or high-speed dry cutting operations.
Cubic Boron Nitride (CBN) Tools
Being one of the superhard materials just after diamond, CBN has a hardness of 4000–6000 HV, high thermal conductivity, and good chemical stability, and thus is most suitable for high-temperature and high-speed finishing operations. Due to its high anti-adhesion and anti-thermal crack characteristics, CBN tools are utilized preferably in the finishing of heat-sensitive areas such as thin-walled blades. However, they are highly brittle and expensive, and severe impact or interrupted cutting should be avoided during machining.
High-Performance Nano-Coated Cemented Carbide Tools (e.g., AlTiN, TiSiN)
They have excellent high-temperature stability nano-multilayer coatings that are produced on cemented carbide substrate and exhibit a coordination of all-around hardness, toughness, and thermal resistance, with temperature stability over 800°C. They can be used in titanium alloy impeller roughing and semi-finishing processes with high cost-effectiveness in batch processing and good versatility to diverse working conditions.
Application Advantages: Efficient Performance in Complex Working Conditions
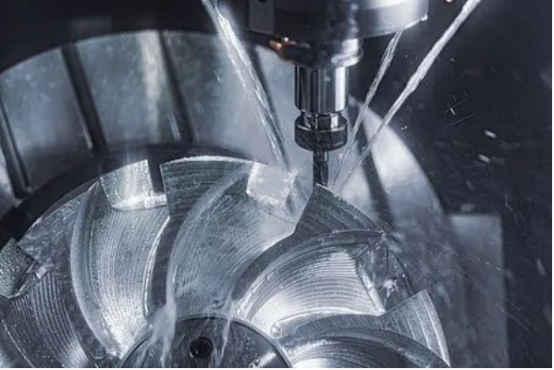
Smooth Cutting of Complex Flow Channels and Free-Form Surfaces
Internal flow passages of titanium alloy impellers are complex in shape and non-uniform curvature. Unstable cutting paths of conventional tools due to the generation of heat and the occurrence of localized wear during unbroken multi-axis cutting preclude them from being used for such cutting. Diamond-coated ball-end mills, due to their high wear resistance and low friction features, are able to achieve stable cutting paths and temperature control in high-speed, multi-axis linkage cutting, significantly enhancing tool longevity and surface integrity without the “stepping effect” from interrupted cutting.
Shape-Position Accuracy Control of Thin-Walled Blades
In thin-walled part machining, the low rigidity of titanium alloys easily results in elastic wall deformation. CBN tools, with their low cutting force and low heat input, contribute to deformation control and improvement of shape-position accuracy. They can significantly improve wall thickness uniformity and keep profile retention, desirable for semi-finishing in the terminal stage or trim of transitional zones.
Surface Quality Control and Stability Assurance
Superhard tool wear stability can effectively reduce the chances of fluctuations in cutting roughness, which is particularly necessary for aviation blade machining involving strict Ra value criteria (<0.4 μm). Minimal tool adhesion also supports delayed built-up edge formation and reduced surface scratches, hence high-consistency and low-rework-rate surface quality control.
Tool Wear Mechanisms and Process Response Strategies
In machining of titanium alloys, common tool failure modes are chipping of the edge, propagation of cracks by thermal fatigue, and adhesive wear on the rake face.
Especially for multi-axis machining when the cutting direction is frequently changing, tools are inclined to receive more micro-cracks and asymmetrical wear. On the other hand, sophisticated cooling methods such as high-pressure cooling and MQL have to be utilized in order to control the cutting temperature and reduce thermal shock, while equal-load paths and spiral engagement have to be applied in machining path design to avoid local load concentrations. Additionally, tool (passivation) and edge strengthening processes (e.g., micro-arc treatment) can significantly improve edge stability. Proper execution of a multi-tool process segmentation combination to achieve division of labor between roughing for impact endurance and finishing for high (finish) can extend overall tool system life.
Application Case: Machining Improvement Brought by Tool Optimization
As an example, comparisons were made between traditional TiAlN-coated cemented carbide tools and diamond-coated ball-end tools in machining some aviation manufacturing company’s Ti-6Al-4V impellers.
The experimental results showed that the tool life was prolonged by more than 135% (95 minutes versus 40 minutes), the Ra value decreased from 0.65 μm to 0.35 μm, and machining consistency was significantly improved. The above example verifies the excellent performance advantages of superhard tools in fine structure machining and provides a direct reference base for future tool system selection.
Conclusion
The application of superhard tools for machining titanium alloy impellers is emerging as key enabler technology for high-value manufacturing.
Their improved hardness, thermal stability, and anti-adhesion behavior offer the best solutions to the issues in machining titanium alloys. System design for integration of tool-process design, intelligent path optimization of multi-axis linkages, and implementation of online tool wear monitoring systems should be included in future development trends. In addition, there should be more research and development of custom-made superhard tool material systems, and a data-driven tool design platform should be established through the combination of simulation and experimental methods, pushing the machining of complex titanium alloy parts to a new high-precision, high-efficiency, and long-life stage.


